

连杆孔高速磨削工艺:力顺自行研发的连杆孔高速磨削工艺,以磨削工艺替代珩磨工艺,在连杆维修的最后一道工序采用一次性装夹高速磨削两轴孔,从而保证连杆维修的高精度:大小孔平行度控制在0.02mm以内,内孔表面直线度好,与平面垂直度高,保证了轴瓦面贴合,提高了曲轴、轴瓦使用寿命。
连杆齿面自动研磨工艺:很多柴油机连杆杆身和杆盖以齿面形式结合。连杆齿面质量很大程度上取决于两齿面贴合面积大小与齿根R处光洁度,是影响连杆运行状态和使用寿命的重要因素。力顺自行研发的连杆齿面自动研磨设备,克服了人工研磨的效率低下和研磨质量受人为因素影响等缺点,提高研磨效率的同时,保证研磨齿面贴合面积达到90%以上。
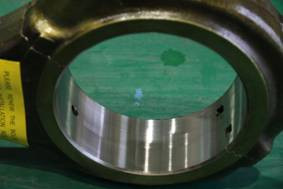
翻新前旧件 齿面缺陷磁粉探伤 精磨后的内孔 翻新后连杆


核心翻新工序
- 连杆齿面自动研磨
- 内孔初加工
- 内孔高速精磨削恢复原始尺寸
- 裂纹探伤检验